





CNC FREZEDE KILAVUZ ÇEKME
CNC FREZEDE KILAVUZ ÇEKME ÇEVRİMİ (G84 )
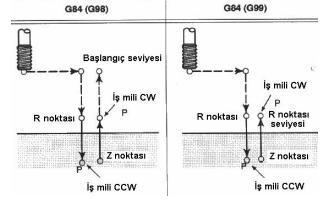
Bu çevrim; deliklere sağ kılavuz çekme işleminde kullanılır. Geri çıkış hareketi başlamadan önce tezgah fener mili ters yönde döndürülür. Kılavuz çekme işlemi başlangıcında iş milinin saat yönünde döndürülmesi (M03) gereklidir. Delik dibine varıldığında, geri çıkma işlemini yerine getirebilmek amacıyla iş mili saat yönünün tersi yönde döner ve dönmeyi takiben takım geri çıkar. Kılavuz çekme işlemi sırasında operatör panelinde bulunan FEEDRATE OVERRIDE (ilerleme değiştirme) anahtarı devre dışı kalır.
Aynı şekilde kılavuz geri çıkma işlemini tamamlayıncaya kadar ilerlemeyi durdurma (FEED HOLD) butonu devre dışı kalır. Aşağıdaki şekilde bu komutun uygulama şekli gösterilmektedir.
Bu çevrim; deliklere sağ kılavuz çekme işleminde kullanılır. Geri çıkış hareketi başlamadan önce tezgah fener mili ters yönde döndürülür. Kılavuz çekme işlemi başlangıcında iş milinin saat yönünde döndürülmesi (M03) gereklidir. Delik dibine varıldığında, geri çıkma işlemini yerine getirebilmek amacıyla iş mili saat yönünün tersi yönde döner ve dönmeyi takiben takım geri çıkar. Kılavuz çekme işlemi sırasında operatör panelinde bulunan FEEDRATE OVERRIDE (ilerleme değiştirme) anahtarı devre dışı kalır.
Aynı şekilde kılavuz geri çıkma işlemini tamamlayıncaya kadar ilerlemeyi durdurma (FEED HOLD) butonu devre dışı kalır. Aşağıdaki şekilde bu komutun uygulama şekli gösterilmektedir.
klavuz çekme çevrimi :
G 84 Kılavuz çekme çevrim formatı şu şekildedir:
G84 X…..Y……Z……R…….P……..F…….K……..;
X,Y : Delik koordinatları
Z : Delik derinliği (mm)
R : Takımın delik büyütmek için delik büyütme konumuna hızla geldiği noktanın delik yüzeyinden yüksekliği (mm)
P : Delik sonunda bekleme süresi (msn)
F : Adım
K :Tekrar sayısı
G84 çevrimi için örnek program:
G54; İş parçası koordinat sistemi, sıfır noktası (1.seçim)
T04 Takım değiştirme
M03 S200; Fener milini saat yönünde döndürme
G90; Mutlak programlama
G99; Çevrim bitince R emniyet noktasına dönüş komutu
G84 X35 Y25 Z-16 R2 P2000 F0.5; Kılavuz çekme çevrim komutu
G00 Z100; Z100 mm noktasına hızlı hareket
M30; Program sonu

KAMPANYA ÖZEL FİYAT !
