





CNC FREZEDE DELİK BÜYÜTME ÇEVRİMLERİ
 Delik büyütme çevrimleri (G86, G87, G88), çeşitli delik büyütme işlemlerin gerçekleştirilmesi için kullanılır. Her bir komutun kendine göre işlem şekilleri ve kullanım yeri bulunmaktadır. Delik büyütme işlemi için delik büyütme başlığı kullanılır.
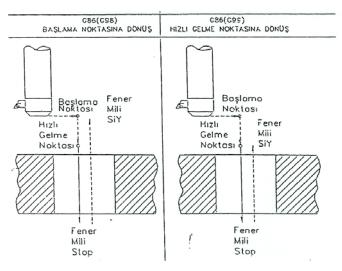
Delik büyütme çevrimleri (G86, G87, G88), çeşitli delik büyütme işlemlerin gerçekleştirilmesi için kullanılır. Her bir komutun kendine göre işlem şekilleri ve kullanım yeri bulunmaktadır. Delik büyütme işlemi için delik büyütme başlığı kullanılır.G86 komutu bir deliğin büyütülmesi için kullanılır. Delik sonunda fener mili durur ve hızlı ilerleme ile geri dönülür.
G 86 delik büyütme çevrim formatı şu şekildedir:
G86 X…..Y……Z……R…….F…….K……..;
X,Y : Delik koordinatları
Z : Delik derinliği (mm)
R : Takımın delik büyütme konumuna hızla geldiği noktanın delik yüzeyinden yüksekliği (mm)
F : İlerleme (mm/dak)
K : Tekrar sayısı
G86 çevrimine örnek olarak yazılmış program aşağıda verilmiştir:
G54; İş parçası koordinat sistemi, sıfır noktası (1.seçim)
T04 M03 S800; Takım seçimi ve fener milini saat yönünde döndürme
G90; Mutlak programlama
G00 X0 Y0 Z00 Park konumuna gönderme
G00 Z10 Parçaya yaklaşma
G99; Çevrim bitince R emniyet noktasına dönüş komutu
G86 X25 Y25 Z-12 R5 F100; Delik büyütme çevrimi komutu
G98 Çevrim bitince başlangıç noktasına dönüş komutu
X60; X60 konumunda delik büyültme
G00 Z100; Z100 mm noktasına hızlı hareket
M30; Program sonu
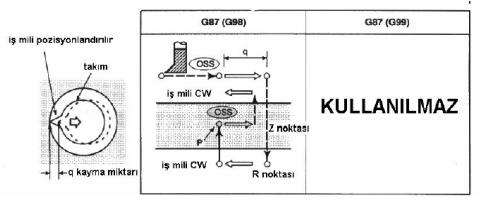
G87 komutu; bir deliğin parça sökülmeden alttan delik büyütme işlemini gerçekleştirilmek için kullanılır. Takım X,Y de konumlandırılınca fener mili durdurulur. Q kadar yana kaydırılır ve hızlı ilerleme ile delik tabanına (hızlı gelme noktasına) gelinir. Takım ters yönde yana kaydırılır ve fener mili saat ibresi yönünde dönmeye başlar. Z+ yönünde talaş alma ilerlemesi ile delik büyütme işlemi delik derinliği kadar gerçekleştirilir. Sonra fener mili durur, takım yüzeyden uzaklaştırılır ve başlama noktasına geri dönülür.
Aşağıdaki resimde bu komutun uygulama şekli verilmektedir.
G87 delik büyütme çevrim formatı şu şekildedir:
G87 X…..Y……Z……R…….Q…….P…….F…….K……..;
X,Y : Delik koordinatları
Z : R emniyet mesafesinden delik sonuna kadar olan mesafe (mm)
R : Takımın delik büyütmek için delik büyütme konumuna hızla geldiği noktanın delik yüzeyinden yüksekliği (mm)
Q : Takımı yana kaydırma miktarı (mm)
P : Bekleme süresi (mili saniye)
F : İlerleme (mm/dak)
K : Tekrar sayısı
Aşağıda G87 çevrimine örnek olarak yapılmış program verilmiştir:
G54; İş parçası koordinat sistemi, sıfır noktası (1.seçim)
T03 M03 S750; Takım değiştirme ve fener milini saat yönünde döndürme
G90; Mutlak programlama
G99; Çevrim bitince R emniyet noktasına dönüş komutu
G87 X25 Y25 Z-12 R-42 Q5 P1000 F100; Delik büyütme çevrimi komutu
G00 Z100; Z100 noktasına hızlı hareket
M30; Program sonu
G88 delik büyütme çevrimi benzer şekilde delik büyütmede kullanılır. Delik büyütme yapıldıktan sonra istenen süre kadar bekletilir ve fener mili durdurulur. Takım elle hızlıgelme noktasına çekilir. Fener mili tekrar çalıştırılır ve hızlı ilerleme ile başlama noktasına geri gelinir.Aşağıdaki şekilde bu komutun uygulama şekli gösterilmektedir.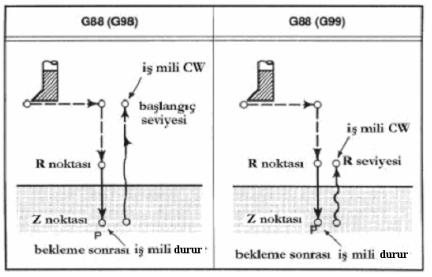
G88 delik büyütme çevrim formatı şu şekildedir:
G88 X…..Y……Z……R…….P…….F…….K……..;
X,Y : Delik koordinatları
Z : Delik derinliği (mm)
R : Takımın delik büyütmek için delik büyütme konumuna hızla geldiği noktanın delik yüzeyinden yüksekliği (mm)
P : Delik tabanında bekleme süresi (msn)
F : İlerleme (mm/dak)
K :Tekrar sayısı
G88 çevrimi için aşağıda örnek bir program verilmiştir:
G54; İş parçası koordinat sistemi, sıfır noktası (1.seçim)
T02 M03 S600; Takım değiştirme ve fener milini saat yönünde döndürme
G90; Mutlak programlama
G99; Çevrim bitince R emniyet noktasına dönüş komutu
G88 X60 Y25 Z-18 R6 P5000 F100; Delik büyütme çevrim komutu
G00 Z100; Z100 mm noktasına hızlı hareket
M30; Program sonu

KAMPANYA ÖZEL FİYAT !
